

达诺巴特是一家领先的机械加工解决方案提供商,在提供技术先进、完全定制的制造解决方案和服务方面有着69年的丰富历史。达诺巴特以其精确性、灵活性和创新性而闻名,已成为该行业的全球领导者。
该公司包括三个知名品牌,以满足特定的加工需求:
■达诺巴特(DANOBAT)专门开发创新设备,如精密磨床、车床和机器人系统。
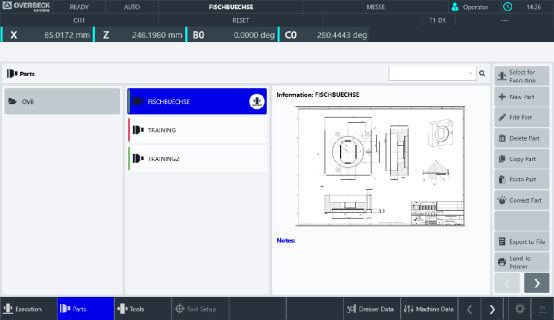
■欧威贝克(OVERBECK),一家德国机床开发商和制造商,专业生产高精度内圆磨床。
■汉布雷格(Hembrug)是业内值得信赖的品牌,以其全静压、高精度硬车削和车磨复合机床而闻名。
灵活性不仅深深植根于其组织DNA中,也是达诺巴特机床和解决方案的一个关键特征。包括模块化设计、先进的控制和软件、通用的加工能力、与自动化系统的集成以及快速切换的准备。可持续性也是一个优先事项,节能技术、减少排放和环保材料被纳入达诺巴特机床。
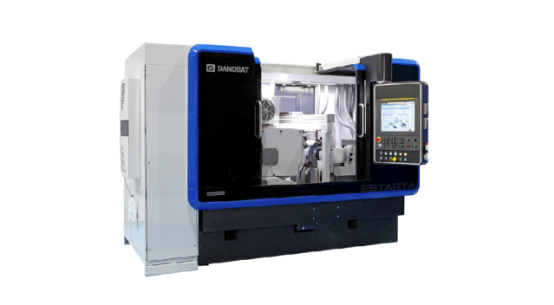
VG-1000是一款多功能机床,将磨削、硬车、铣削、镗孔和钻孔结合在一个装置中,满足严格的公差要求。CG-1000是一款紧凑型磨床,提供先进的技术和坚固的结构,实现卓越的表面光洁度和高产量。


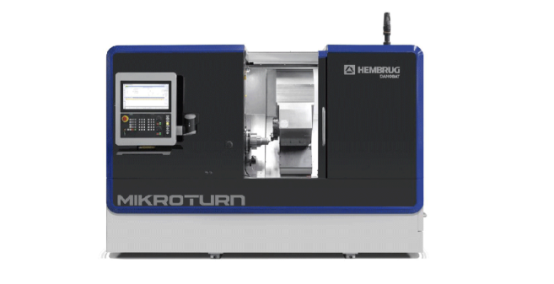
Estarta-250解决方案,以其在无心磨削操作中的精度而闻名,以及荷兰子公司汉布雷格(Hembrug)开发的MikroTurnGrind-100,它将车削和磨削能力结合在一起,用于复杂的加工任务。此外,德国子公司欧威贝克(Overbeck) IRD-400,这是一款多功能全能型产品,以超高精度执行多种工艺。

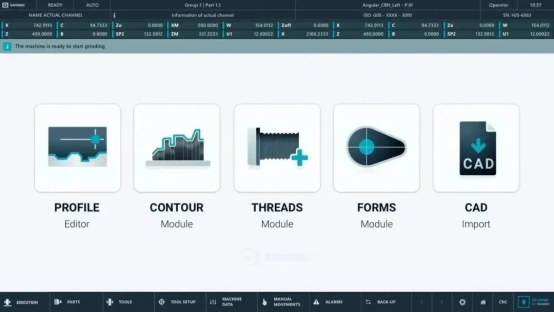
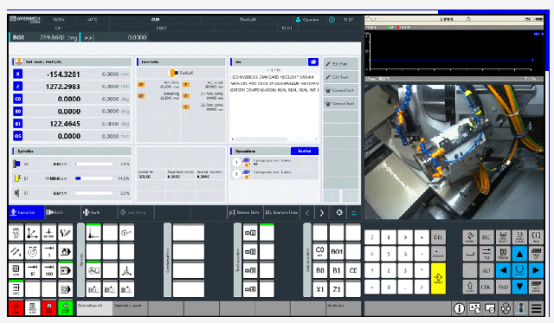
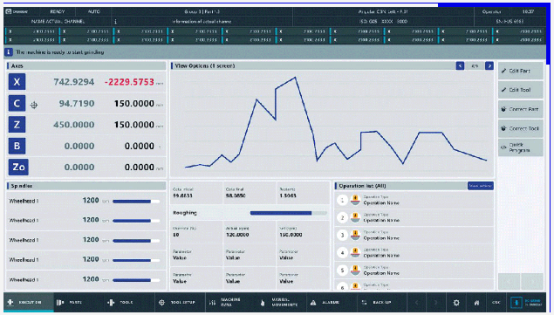
HMI (人机界面)旨在将操作员从专业的数控编程知识中解放出来
对于磨削挑战,先进的软件还能够简化,有时甚至实现完全的自动化。来让我们该探索这些令人兴奋的解决方案吧!

简化非圆加工
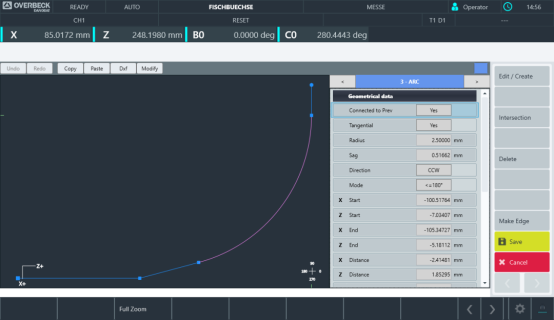
达诺巴特提供多种磨床和硬车车床,均可使用DoGrind+ HMI(人机界面)。 “除了人机界面,客户可以使用离线版本创建工件程序,并轻松导出到机床。”值得注意的是,可利用模块简化偏心外径/内径磨削。这个“表单模块”包括预定义的形状,如P3G和CAPTO,用户可导入由CSV文件定义的配置文件。CSV格式可以是极坐标模式或笛卡尔模式。笛卡尔模式用X和Y定义各点,而在极坐标模式中,每个点定义一个角度和一个半径。
用于模具行业的应用程序需要通过公式、多项式或其他策略开发的复杂廓面生成,机床软件必须能够让用户轻松使用。为此,可编辑的图形环境为生成和编辑这些配置文件提供了许多便利,并提供了视觉保证,以确保机床按照所需轨迹运行。达诺巴特软件还包括“减少最终形状误差的几何和磨削工艺参数。”例如,“一旦创建第一个工件,就可以对每个磨削区域进行不同的加速,以改善偏心工件的最终形状和磨削工艺。”
针对大型航空发动机制造商来说,优势是“您不需要数控程序员”来创建难以定义的表格。 “这些发动机的部分部件有非圆、偏心区域”,其中最复杂的是压缩机定子上的扇形表面。DoGrind+让这一切变得简单。
软件在应用程序中发挥基础作用
在液压应用中,经常会面临异常严格的尺寸和几何公差的挑战。不同工件的匹配成为最终解决方案正常运行的基本要求,而这正是应用“匹配磨削”策略的附加值所在。达诺巴特软件具有工件可追溯功能,并识别到磨削A型工件获得的尺寸有助于后续磨削B型工件时寻求完美匹配的最佳尺寸。从这个意义上说,会极大地促进工序操作,保持了对工件相关性的完全控制,并在必要时将生产和质量的可追溯性传输到企业的生产控制系统。
机床合二为一
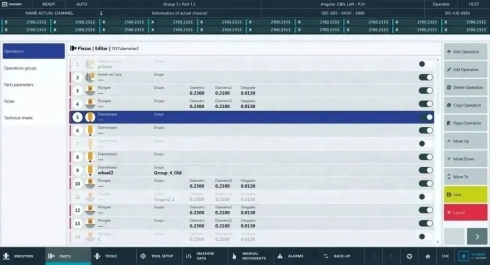
截至目前,达诺巴特复合解决方案包括外径和内径磨削、磨削和车削,甚至磨削和冲砂。在这些案例中,不同的操作不会同时发生,但这是达诺巴特为满足客户需求而推出的另一项功能。机床砂轮头架安装在独立的导轨上,CNC(数控)支持同时在两个通道上磨削,DoGrind+(磨削+)为操作员提供了一种直观的序列编程方式。
这种做法在车床中很常见,通常使用副主轴加工刚刚夹紧在主轴上的工件末端(此时主轴在下一个工件上移动)。磨削时同样可以这么做,更常见的是使用一个主轴磨削工件内径,另一个主轴磨削外径。另一个典型的案例是,能够同时使用两个主轴加工同一个工件,在磨削大轴承时,有足够的空间让两个主轴靠近。这种同时磨削能够节省很多时间。
软件能够很容易地编程哪些操作可以同时进行,哪些不能同时进行,同时考虑到干扰问题、修整周期等。此外,HMI(人机界面)可以将第三方系统(如砂轮平衡器或声音传感器)输入的内容纳入主屏幕,因此操作员在一个窗口就能得到所有需要的信息。
软件可能还没有完全覆盖这个世界,但它确实使磨削变得更加容易。



